专注于胶粘剂的研发制造
电子工业胶粘剂方案提供商
全国服务热线13925537798
0769-26382628
专注于胶粘剂的研发制造
0769-26382628
技术咨询:13925519446
公司电话:0769-26382628
公司地址:广东省东莞市高埗镇莞潢北路71号厂房
1). 採用新一代合成工兿和技術,成膜後富有彈性,應力小,不易對元器件 等造成損壤。
2). 對電子器件及電路板 (PCB/PCBA) 腐蝕防護特性達到優良等級,對化 學品具有良好的穩定性,抗鹽霧,防徽菌,防潮濕性能極佳。
3). 具有成膜迅速、無阻焊(線路板無需清洗可直接焊接)的特性,共形覆 膜塗層一旦固化,對元器件無腐蝕性。
4). 具有固化後附著力好,保證了在複雜環境下共形覆膜塗層在電路產品上 始終保持良好的附著力。
固化狀态 | 測試项目 | 單位 | 参數結果 |
固化前 | 顏色 | ---- | 透明或淡黄透明 |
粘度 | mPa.s | 900~1200 | |
密度 | g/cm³ | 0.99±0.05 | |
表幹時間 | Min | 5~15 | |
固化後 | 硬度 | Shore A | 85 |
介電強度 | kv/mm | 16 | |
體積電阻 | 2.cm | 1.5*10^14 | |
介電常數(100Hz) | ---- | 2.35 | |
阻燃性 | ---- | V0 | |
温度范围 | ℃ | -45~180 |
備註:產品粘度、固含量可以根據客戶要求進行調整.
固化說明
固化方式為室温或加低温固化
室温固化:在23度時,表幹時間為5~15分鐘,完全固化為24小時。
備註:室温固化時,需與空氣充分接觸,不能在密封的容器或者無空氣流通的狭小密封空間理。
加温(60-80℃)可以加快固化速度。
40微米幹膜厚度的数據需至少在室温(23℃)4天后測得,7天后檢測為最佳。
50微米幹膜厚度的數據需至少在室温(23℃)7天后測得,10天后檢測為最佳。
為電子元器件提供最 佳的環境保護,用於汽車電子、工業自動控制系統、通訊系統、 LED 照明系統、家電及電氣控制、儀器儀錶等電子系統的絕緣防護。
涂覆说明
涂覆前准备
线路板清洗(建议):
为了确保共形覆膜涂层在恶劣环境下保持长久稳定的防护性能,涂覆前,建议保持线路板需要涂覆的区域无水分、无化学残留物、无油污物、无杂质等,因为在复杂环境下这些水分、残留物等可能会随着环境的变化而产生变化,这样有可能对电气性能造成影响,涂覆前可选择对线路板上的残留物、杂物进行清洗,确保线路板涂覆表层区域干净。
线路板预固化(建议)
1)在固化前请选择合适的固化场所和环境,保持排气通风;
2)建议清洗线路板杂物后80℃烤板1分钟,确保线路板无水分和清洗剂,对固化和成膜效果更佳;
3)可选择室温固化或者加温固化,漆膜固化时间和温度有很多的关系,如加温固化,建议温度控制在50℃-90℃之间,烤完出箱后建议室温摆放冷却2分钟后检板为宜;
4)漆膜厚度和固化时间有一定的关系,漆膜越厚固化时间越长,请确保线路板涂覆的各部分保持充分固化;
5)MX-2647共形覆膜涂层材料含有荧光剂,有便于检验线路板涂覆的覆盖情况。a.检测在线路板上是否涂覆到位;b.检验是否涂覆过多,是否超出涂覆的位置,作为编辑喷涂程序和是否擦洗的重要依据。
涂覆工艺
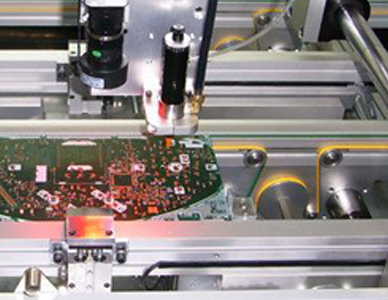
MX-2647共形覆膜涂层材料自动化喷涂工艺
自动化涂覆机喷涂
1)选择合适的喷涂场所,排气通风,员工佩戴手套和口罩等防护措施,按本品MSDS报告的注意事项进行;
2)开启包装桶时查看包装桶口子处是否进入空气产生结膜,如有清除干净,平时保持包装桶用前用后桶的密封性,存储处低于25℃为宜;
3)涂覆中需要对料缸吸管口加过滤网过滤,以免有任何杂质进入吸管,添加共形覆膜涂层材料时不宜裸露空中太久,建议共形覆膜涂层材料在空气中裸露时间不宜超过5分钟;
4)客户可按需要调节好供料气压、雾化气压、喷涂高低(喷枪与线路板的最短距离),通过相互调节来控制喷漆的雾化效果;
5)喷涂时客户可根据需要漆膜的厚度来控制喷枪的流量,漆膜加厚时可调大喷枪出漆量,但流量不能过大,流量过大会增加共形覆膜涂层材料在线路板上的流动性;MX-2647 標凖噴塗粘度(噴塗粘度塗4杯在16± 1秒),調節噴問流量可以使 MX-2647 在線路板上的幹膜厚度控制在 30微米~100微米之間,超過100微米共形覆膜塗層材料的流動性就 會過大;如果需要達到超過100微米幹膜塗厝時可通過我司增加共形 覆膜塗層材料的粘度来達到。
6)在喷涂时建议每喷涂5-10块板后回浸泡槽浸泡和吐液一次,浸泡溶剂为我司专用稀释剂,但不可用稀释剂洗手;未喷涂时请保持喷阀浸泡在浸泡槽里,不宜保持喷枪在空气裸露太久,建议裸露时间不宜超过8分钟;
7)在涂覆实际操作中请定期对机器与三防漆接触的部分进行保养,建议20-30天清洗一次喷涂吸管,保持管道无残留,30天更换一次过滤网;
8)如需得到更厚的涂层,可选择二次涂覆或更换粘度更高的共形覆膜涂层材料,建议漆膜厚度在35-50微米为宜,并非越厚越好,防护性能主要由共形覆膜涂层材料本身的成分材质决定的而不是依靠漆膜厚度实现的。
手工刷涂工艺
刷涂是最为常见的一直涂覆方式,无需自动化喷涂设备、夹具等投资,操作方式简单、方便、灵活。
刷涂方式的要点:
★选择合适的刷涂场所,刷涂场所应排气通风,员工尽量佩戴合格的口罩和手套;
★根据线路板的大小和复杂程度选择尺寸合适的毛刷,刷涂时线路板应尽量平放,刷涂后不应有滴落,涂刷后线路板应平整摆放并晾干,不可垂直或斜着摆放,以免流动;
★刷涂后可加温固化或者室温固化,加温固化出烤箱后适当冷却2分钟为宜,如室温固化想加快固化速度,可以使用风扇等微风促进固化,但风力不可太大,微风为宜;
★在操作过程中需要对包装桶保持用前用后密封,以免进入空气产生结皮或固化,在使用过程中共形覆膜涂层材料在空气中如果时间过长会慢慢变稠,在没使用时,请保持共形覆膜涂层材料不要裸露空中太久,如果使用过程中共形覆膜涂层材料慢慢变稠,可添加我公司专用稀释剂调节至合适粘度。
貯存及運輸
1. 將產品存放在未開封的容器中,置於乾燥的地方。產品容器標籤上可能 會標明存儲資訊。最佳储存:8℃至23℃。低於8℃或高於23℃會對 産品性能産生不利影響。保質期(8~23℃)6個月(因包裝方式和儲存條件不同而有差異)。
2. 從容器中取出的材料可能會在使用過程中被污染。請不要將產品退回原来容器中。
3. 小心在運輸過程中溲漏!
安全注意事項及預防措施
1. 嚴禁焊火,遠離热源、火花、明火,避免太陽直曬,嚴禁擒帶打火機等 一切火種進入現場,操作人員需經過專門的消防和化學品安全培訓。操 作人員佩戴安全手套、防護眼鏡、口罩進入操作,避免眼睛、皮膚接 觸,嚴禁食入。
2. 储存在陰凉、乾燥通風處,操作現場保持排氣通風,保持包装桶使用前和使用後密封良好。
3. 務必做到輕拿輕放、嚴禁摔、碰、撞、傾倒、滚動,做到安全储存、安全傳送、安全使用。
有關本産品的安全注意事项,請查閱相關材料的安全资料(MSDS)。
我们用心服务每一位客户
Whole-hearted service every customer

13+年行业经验

6000㎡厂房面积

8000+服务客户

280+款胶粘产品

热线电话:0769-26382628
技术支持:13925519446
企业邮箱:sales@maxadhesive.com
867347128@qq.com
公司地址:广东省东莞市高埗镇莞潢北路71号厂房