专注于胶粘剂的研发制造
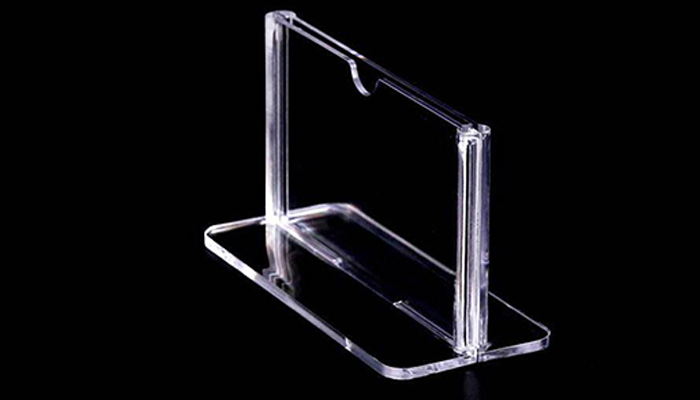
亚克力板(PMMA)因其高透明度、耐候性和易加工性,广泛应用于展示架、灯箱、光学器件等领域。在粘接工艺中,UV胶凭借快速固化、高强度和透明无痕的特点,成为亚克力粘接的主流选择。然而,操作不当易导致气泡、暗裂或粘接强度不足等问题。接下来,研泰化学胶粘剂应用工程师将结合工程实践,系统梳理UV胶粘接亚克力的操作技巧与关键注意事项。
一、操作技巧:分场景精准施胶
1. 立面粘接(垂直面粘接)
适用场景:展示柜、立体标识牌等垂直结构粘接。
操作步骤:
预处理:用无尘布蘸取异丙醇清洁粘接面,去除油脂、指纹等污染物,确保表面干燥。
固定工装:使用90°靠模固定两块亚克力板,防止施胶时移位。
施胶方法:
薄板(≤3mm):沿粘接缝一侧缓慢注入UV胶,利用毛细作用使胶水自然填充缝隙。
厚板(>3mm):垫入直径0.1-0.3mm的细金属丝(如不锈钢丝),注入胶水后抽出金属丝,形成均匀胶层;或用美纹胶带保护非粘接区域,仅暴露涂胶部位。
排气泡:斜放入另一块亚克力板,轻压排出气泡。
固化:用UV LED灯(波长365nm)照射30-60秒,照射距离5-10cm,确保光线穿透胶层。
2. 平面粘接(水平面粘接)
适用场景:广告灯箱、透明桌面等大面积水平粘接。
操作步骤:
水平定位:将其中一块亚克力板水平放置,清洁表面后均匀涂抹UV胶(胶层厚度0.05-0.1mm)。
对接操作:将另一块亚克力板以45°角缓慢放下,从一端向另一端逐步压合,用滚轮或夹具排除气泡。
固化:分阶段照射:先照射边缘10秒定位,再整体照射2-3分钟,避免局部过热导致应力集中。
3. 斜面粘接(非垂直面粘接)
适用场景:异形展示架、斜切角拼接等。
操作步骤:
靠模固定:根据斜面角度定制90°靠模,确保两块板对齐无位移。
点涂施胶:在粘接面边缘点涂UV胶,每次点胶量不超过0.02ml,避免胶水流动。
固化:用UV灯从斜面顶部向下照射,移动速度控制在5cm/s,确保均匀固化。
二、关键注意事项:规避常见缺陷
1. 材料匹配性
热膨胀系数:选择与亚克力热膨胀系数接近的UV胶(如研泰化学MX-36低应力系列),避免固化后因温度变化产生暗裂。
透光率:根据亚克力颜色选择胶水:透明板用高透型UV胶,有色板用遮光型胶水防止透光导致固化不全。
2. 工艺控制
胶层厚度:最佳厚度为0.05-0.1mm,过薄易缺胶,过厚易产生收缩应力。
固化能量:通过实验确定最小固化能量(如1000mJ/cm²),避免能量不足导致粘接力下降或能量过高引发材料降解。
温度管理:环境温度控制在15-35℃,湿度≤60%;厚板粘接可分阶段固化(先低功率定位,再高功率完全固化)。
3. 缺陷预防
气泡:
原因:胶水含气泡、施胶速度过快、环境湿度过高。
解决方案:使用真空脱泡机处理胶水,施胶时保持匀速,湿度高时开启除湿机。
暗裂:
原因:胶水与材料热膨胀系数不匹配、固化应力过大。
解决方案:选用高TG(玻璃化转变温度)胶水,固化后静置24小时释放应力。
黄变:
原因:紫外线过量照射、胶水抗老化性能不足。
解决方案:控制固化时间,选用含抗UV添加剂的胶水(如研泰化学TU-33耐候型系列)。
三、工程案例:广东某广告灯箱粘接优化
问题:某大型广告灯箱采用平面粘接工艺,使用普通UV胶后出现局部开裂,经检测发现胶水与亚克力热膨胀系数差异达30%。
解决方案:
更换为研泰化学MX-3634低应力UV胶(热膨胀系数匹配度>95%)。
优化固化工艺:先以50mW/cm²功率照射10秒定位,再以200mW/cm²功率完全固化。
增加后处理:固化后置于恒温箱(25℃)静置12小时,释放残余应力。
效果:粘接强度提升至25MPa,开裂率降至0.3%,使用寿命延长至5年以上。
综上所述,UV胶粘接亚克力板需兼顾材料匹配、工艺精度和环境控制。通过分场景施胶、精准控制胶层厚度与固化能量,可实现高强度、无缺陷粘接。建议在实际生产前进行小批量试验,结合拉力测试、DSC(差示扫描量热法)分析等手段优化工艺参数,确保产品质量稳定。更多关于UV胶粘接亚克力板的应用知识请持续关注《研泰化学官网》。