专注于胶粘剂的研发制造
在新能源汽车产业高速发展的背景下,新能源电池,尤其是锂离子电池,在全球能源转型中发挥着至关重要的作用。动力电池作为核心部件,其安全性与可靠性直接决定了整车的性能表现。新能源电池灌封胶作为电池系统中的“隐形守护者”,通过物理防护、热管理、电气绝缘等多重功能,成为保障电池安全的关键材料。

一、新能源电池灌封胶的功能
灌封胶主要有以下几种功能:
1. 物理防护:构建电池的“抗震铠甲”
新能源汽车在行驶过程中需承受复杂路况的振动冲击,电池模组内部电芯若发生位移或碰撞,可能引发短路甚至热失控。聚氨酯灌封胶凭借其优异的弹性(断裂伸长率可达300%以上)和抗冲击性能,可有效吸收机械应力,防止电芯间摩擦破损。例如,某车企在电池包底部采用聚氨酯灌封工艺后,通过ISO 16750-3振动测试标准的时间缩短了40%,模组寿命提升至10年以上。
2. 热管理:破解电池“发烧”难题
动力电池在快充、高负荷运行时,局部温度可能突破80℃,传统散热方式难以应对。有机硅导热灌封胶通过填充微米级导热颗粒(如氧化铝、氮化硼),可将热导率提升至1.5-3.0 W/(m·K),同时保持电气绝缘性。某头部电池企业采用双组分有机硅灌封方案后,电池包温差从8℃降至3℃以内,循环寿命提升25%。
3. 环境隔离:筑牢防水防尘防线
电池系统需满足IP67甚至IP69K防护等级,以应对涉水、沙尘等极端环境。环氧树脂灌封胶固化后形成致密交联结构,吸水率低于0.1%,可长期阻隔水汽侵入。某储能电站项目采用环氧灌封后,在湿度95%的环境中运行5年未出现绝缘失效案例。
4. 安全增强:阻燃抑爆的最后屏障
当电芯发生热失控时,阻燃型灌封胶可形成碳化层隔绝氧气,延缓火焰蔓延。实验数据显示,采用UL94 V-0级阻燃灌封胶的电池模组,热失控传播时间从30秒延长至5分钟以上,为人员逃生争取关键时间。

二、新能源电池的类型
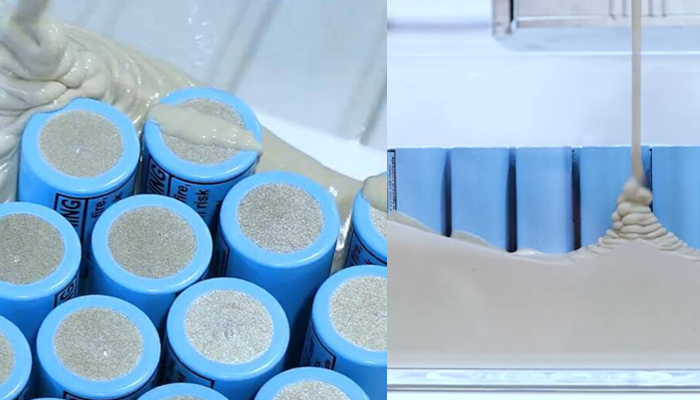
锂离子电池:广泛应用于电动汽车和便携式设备,灌封胶能有效防止电池在使用过程中因振动或冲击而损坏。
固态电池:具有更高的能量密度和安全性,适合高性能应用,灌封胶在此应用中主要用于提升热管理和隔离性能.
三、新能源电池灌封胶如何进行选择
1)主流灌封胶材料性能对比
材料类型 | 典型特性 | 适用场景 | 局限性 |
环氧树脂 | 硬度高(Shore D 80+)、耐化学腐蚀、粘接强度大 | 电池包结构固定、ECU密封 | 脆性大、抗冲击性弱 |
有机硅 | 耐温范围广(-60℃~200℃)、弹性好、导热性可调 | 耐温范围广(-60℃~200℃)、弹性好、导热性可调 | 机械强度较低 |
聚氨酯 | 弹性模量低(0.1-10 MPa)、耐候性强、耐疲劳 | 电缆连接、传感器、模组缓冲 | 耐高温性弱于有机硅 |
丙烯酸 | 耐高温性弱于有机硅 | 自动化产线、小批量生产 | 耐温性较差(<120℃) |
2)灌封胶选型五大核心原则
1. 匹配电池工作温度范围
高温场景(如BMS控制板):优先选择有机硅灌封胶,其连续工作温度可达180℃,短期耐温250℃。
低温场景(如北方地区储能电站):聚氨酯灌封胶在-40℃环境下仍保持弹性,避免脆裂导致防护失效。
2. 平衡导热与绝缘需求
高功率电池:选择导热系数>2.0 W/(m·K)的有机硅灌封胶,同时需验证体积电阻率>1×10¹⁴ Ω·cm。
低压系统:可采用导热性较低但成本更优的聚氨酯或环氧灌封胶。
3. 适配生产工艺要求
自动化产线:优先选择双组分1:1混合比例、凝胶时间可调(5-60分钟)的灌封胶,以匹配点胶机节拍。
手工操作:选用单组分加热固化或UV固化型灌封胶,简化工艺流程。
4. 满足安全认证标准
车规级要求:需通过ISO 16750、GB/T 31467等标准,重点关注阻燃等级(UL94 V-0)、毒性测试(ROHS、REACH)。
储能场景:需符合UL 9540A热失控扩散测试,阻燃灌封胶可降低火灾风险等级。
总之,灌封胶作为新能源电池系统的“隐形安全阀”,其选型需兼顾性能、成本与工艺可行性。随着电池能量密度提升和极端工况增加,未来灌封胶将向高导热、自修复、轻量化方向发展。未来,灌封胶还可能应用于更多新兴电池技术,随着市场的发展和技术的进步,灌封胶的应用将更加广泛和多样化。更多关于灌封胶在新能源电池中的应用请持续关注《研泰化学官网》。